Additive manufacturing
Metal 3D printing enables process and quality optimization due to close contour temperature control.
Limits of machining processes
Limited realization of near-contour temperature control channels
In plastics processing, mold temperature control has a major influence on the quality of the injection molded part and the entire production process
A conventional temperature control, manufactured by classical machining processes, consists of straight pipe cooling bores
The realization of near-contour temperature control channels is therefore limited
Inhomogeneous temperatures in the tool lead to different cooling conditions and thus to local shrinkage differences on the part

Powder bed method SLM
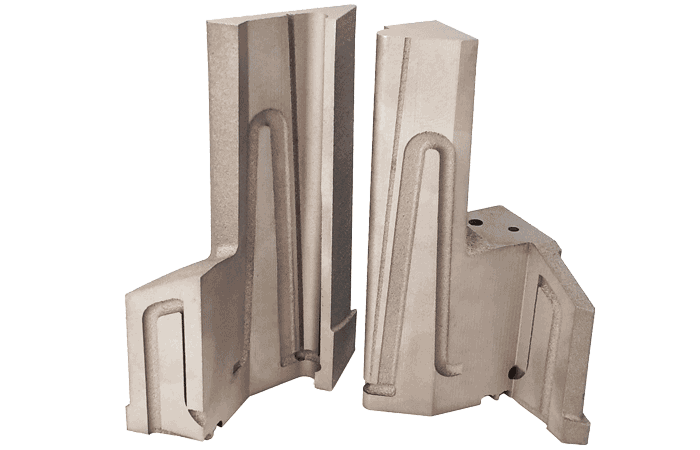
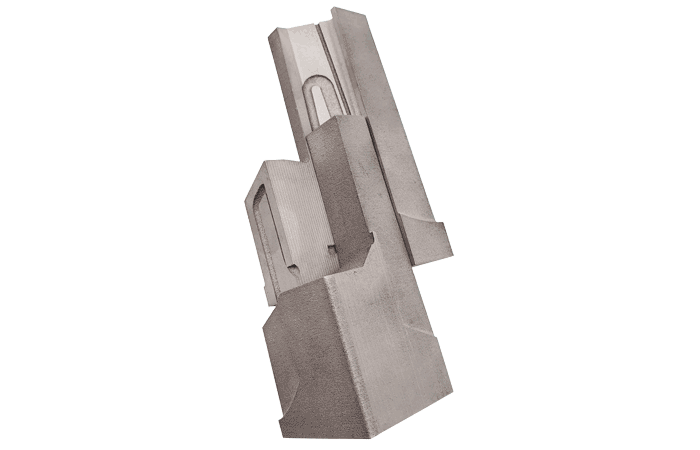
Additive production of tool steel for tool and mould making
In the SLM process (selective laser melting), the components are generated by melting metallic powder in layers
SLM makes it possible to implement temperature control channels close to contours. Even small channel cross sections close to the surface can be realized
The close contour temperature control results in a uniform mold wall temperature, as local temperature increases are avoided. This enables higher cooling capacities, better part quality and shorter cycle times.

Additive manufacturing by NONNENMANN
Complete package with finish machining and new corrosion resistant material
We make it as easy as possible for you and deliver the final ready-to-install component. The additive manufacturing and the necessary subsequent finishing are completely taken over as an extended workbench
All we need is the CAD data of the final component in STEP format. NONNENMANN uses this data to internally generate the necessary data, including measurements for the additive manufacturing process, and then carries out the final machining according to the customer's specifications
Production possibilities:
Material: In addition to 1,2709, we offer a new corrosion-resistant material, similar to 1,2083, for 3D printing
Maximum component dimensions: 250 x 250 x 300mm.
Minimum tempering channel: Ø 1mm
Layer thickness in the SLM manufacturing process: 0.05mm
Minimum wall thickness: 1mm
Finishing processes: milling, turning, flat and cylindrical grinding and (wire) eroding.
Additive manufacturing (Video in German language)
