Electronic flow and temperature measurement
Avoid longer cycle times and moulded part errors
Flow measurement
Flow measurement
Higher process reliability, better component quality and economic success in injection moulding through parameter monitoring of the temperature control.
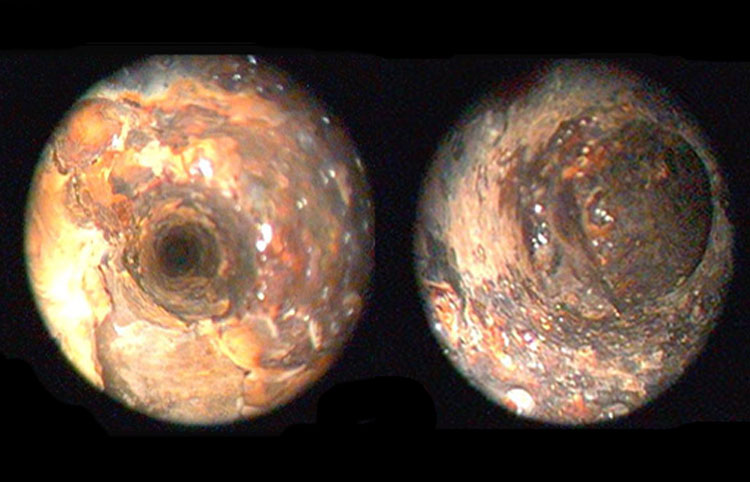
Dirt, lime and rust
The causes can be in the form as well as on the periphery
Flow rate and temperature have a great influence on the production process and the component quality
During the course of the mould life cycle, dirt, lime or rust can clog the temperature control channels
This means that the temperature control effects determined in the mould design can no longer be achieved
Ultimately, this leads to longer cycle times and moulded part defects that cause avoidable costs
This makes it all the more important to check the process and the required parameters regularly in a target/actual comparison
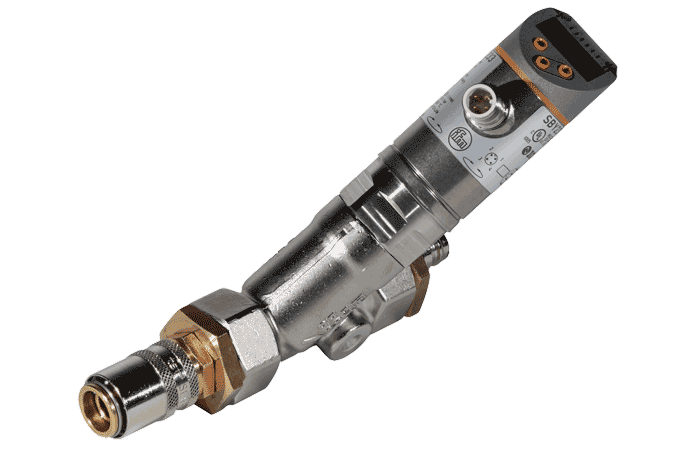
Electronic measuring device
Enables precise measurement of flow rate and medium temperature
Use either in stand-alone operation or with data transmission to the machine via standardized M12 signal output
Usually, measurements are taken on the return flow of the mould in order to be able to draw conclusions about the causes in the event of deviations
Either the temperature control of the complete mould is monitored or only individual critical circuits
With the cleaning device PropNew temperature control channels can be cleaned
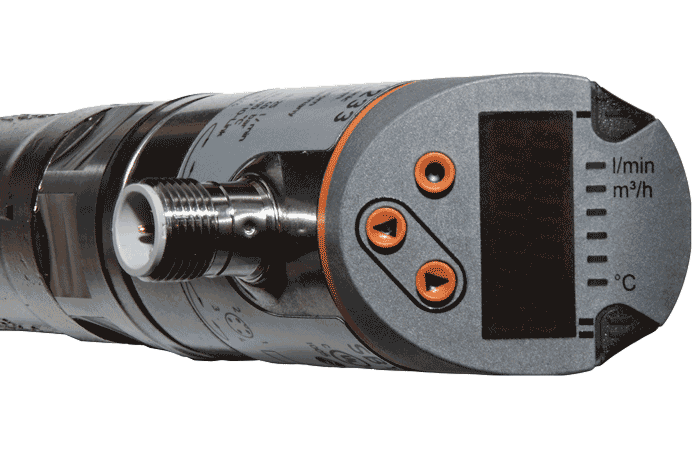
Automatic monitoring
Warning via built-in LED and transmission to machine
Besides the pure display of measured values, the device can also be used for the automatic monitoring of flow rate and temperature
By programming limit values, a warning can be issued when the value is exceeded or undercut
In stand-alone operation, an optical signal is indicated by the built-in LED
When connected to the injection moulding machine, all signals and actions common to the machine can be controlled

Technical specifications
Suitable for toolmaking, maintenance and plastics processing
Medium: water and tempering oil
Pressure resistance: 40 bar
Flow rate:
Measuring unit: l/min and m³/h
Measuring range: 0.5 l/min to 25 l/min
Measuring steps: 0.1 l/min
Temperature:
Measuring unit: °C
Measuring range: -10°C to +100°
Measuring steps: 1°C
Flow measurement
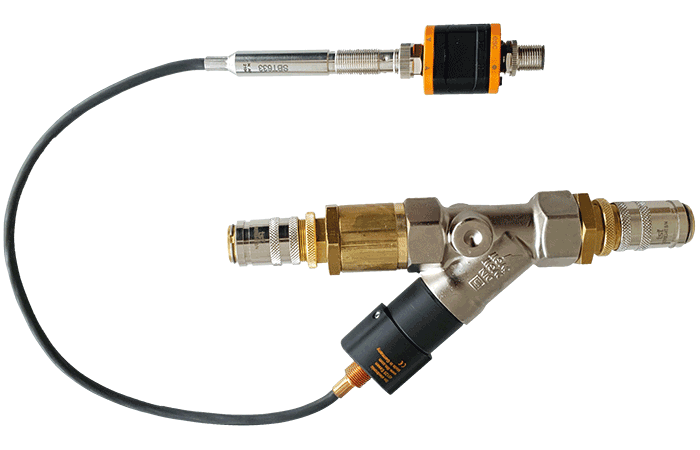
Flow measurement HT (high temperature range)
Variant of the set for electronic flow measurement of temperature control up to 180°C
For the high temperature range, we offer a variant with which the flow measurement of the temperature control is possible up to 180°C.
Differences from the standard version:
Separate display screen with magnetic retaining clip
No temperature measurement possible, only for flow measurement
Can only be used with SK060 or SK090 series couplings with E3 HT
Technische Daten:
Medium: water and tempering oil
Pressure range(static): max. 25 bar
Ambient temperature: max. 60°C
Measurement of the flow rate in the measuring range 0.5 l/min to 25 l/min, in the measuring steps 0.1 l/min
Can be used for media in the temperature range +10°C to +180°C

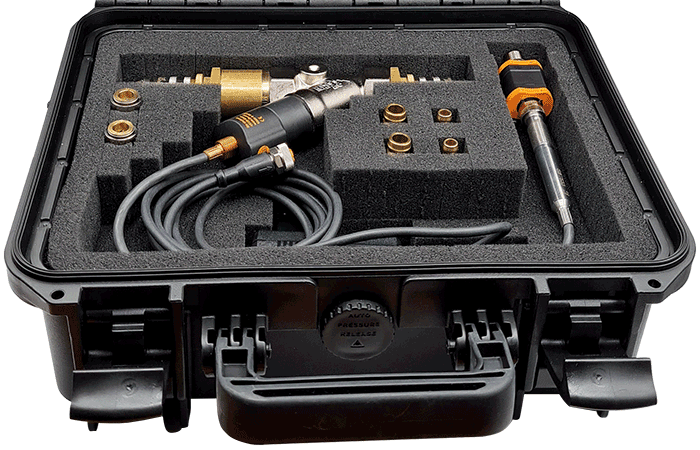
scope of delivery
Extensive accessories for flexible application.
Set for flow measurement (Article No.: FL46502):
1x sensor for measuring flow rate & temperature
Quick couplings NW = 9mm mounted at the inlet & outlet
2x double nipples nominal diameter = 9mm
2x adapter quick coupling for reducing to nominal diameter = 6mm
2x double nipples nominal diameter = 6mm
1x power supply unit, 1x instruction manual, 1x Practical plastic case
Other profiles and nominal diameters on request
Set for flow measurement HT (Article No.: FL46600):
1x sensor for flow rate measurement
Separate display screen with magnetic retaining clip
Quick couplings with safety lock NW9 mounted at inlet and outlet
2x double nipple NW9
2x adapter quick coupling NW9/6
2x adapter nipple NW9/6
1x power supply unit, 1x instruction manual, 1x Practical plastic case
Other profiles and nominal diameters on request

IO-Link adapter
Optional accessories
The use of the optional IO-Link USB adapter enables users to supply power to the flow meter independently of the mains supply, which means that it can also be operated on the move via a power bank using the USB connection.
Furthermore, the scope of delivery includes the software with which the measured flow and temperature parameters can be transferred to the PC, evaluated and documented, and exported as a CSV file.
In addition to direct programming on the device, the configuration of parameters and tolerance values for monitoring is also possible via the software.
The adapter is designed for a maximum ambient temperature of 50°C and is protected with IP65 and IP67.



